|
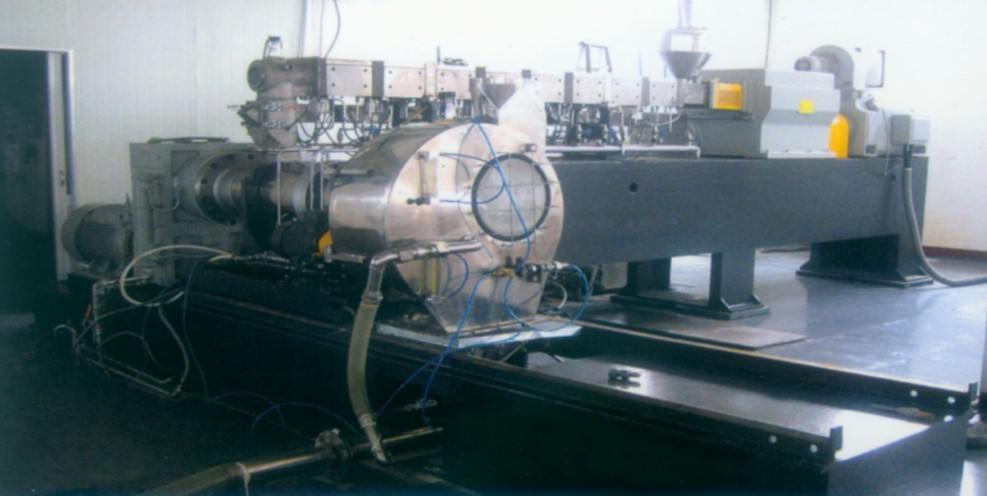
一、系统机组技术参数 Ⅰ、机器颜色:主机为:灰色;电柜为:电脑色;防护罩:桔红 Ⅱ、造粒工艺:原料仓——真空自动加料机——补料仓——放料蝶阀(电子称落料管)——美国开创失重式计量喂料系统(含主料秤、抗氧剂称、液体称)——DCP熔融罐、过滤罐一套——料斗——GS-52双螺杆上阶机——强制过渡体——GSD-100单螺杆下阶机——水雾偏心热切造粒辅机——离心脱水干燥机(含三通阀)——旋风分离器A(含文氏三通)——旋风分离器B——振动给料机——成品料仓 Ⅲ、作业物料:1-3.5万伏或2万伏化学交联电缆料(根据物料及配方不同而耐压等级不同) 产 量:150-200kg/h(取决于原材料、配方和工艺条件) 二、技术配置 (一)原料仓:一件,1m3,不锈钢件,放在地面上,用于储放粒料。 (二)真空自动加料机:将储料罐中的粒料吸入补料仓,上料高度小于5米,上料量300KG/h,吸料、放料风机不停; (三)补料仓:用于存放加料机吸送上来的物料,自动阀门控制,将料放入失重式计量喂料机料斗。 注:原料仓、成品料仓、气动放料蝶阀(与物料接触部分)、旋风分离器、电子秤落料管、成品粒子输送管道均为1Cr18Ni9Ti,且结构中无死角。 粒料称 粉体称 液体称 (四)失重式计量喂料机:用于主体(粒料)作业:(美国开创电子计量秤) 1、适用于连续生产的挤出生产线上,计量混合生产工艺过程是连续的,作业量300KG/h; 2、整个系统采取紧凑模块式设计,原料的流量不断的被工业控制电脑监视和校准; 3、包括电气控制系统一台。 备注:挤出机第一节筒体加入 (五)失重式计量喂料机:用于抗氧剂(粉料)作业:(美国开创电子计量秤) 1、适用于连续生产的挤出生产线上,计量混合生产工艺过程是连续的; 2、整个系统采取紧凑模块式设计,原料的流量不断的被工业控制电脑监视和校准; 3、包括电气控制系统一台。 备注:挤出机第一节筒体加入 (六)失重式计量加料机:用于DCP液体作业 (美国开创电子计量秤) 1、包括料斗和计量模块,连续计量进入喂料机料斗的液体数量,带夹层保温,并有温控显示,通过计量泵、喷枪将油打入双螺杆第七节筒体; 2、液体失重称补料系统:包括不锈钢储料斗(带夹层保温)、液位计、自动阀门控制放料,模温控制器进行加热保温。 备注:DCP由挤出机第七节(倒数第三节)筒体加入 (七)DCP熔融罐、过滤罐1套,配气动球阀,配模温控制器3kw。 (八)KS-52挤出机 1、料斗:一件,优质不锈钢材质,厚度δ=2mm; 2、减速箱: 1)减速及扭矩分配部分合为一体,采用平行三轴式设计,结构紧凑; 2)输出轴转速:500rpm; 3)输入轴转速:1480rpm; 4)滚针轴承选择日本“IKO”,轴承减速扭矩分配系统的径向轴承均为日本NSK轴承; 5)齿轮采用优质20CrMnMo材料,按最新国际标准ISO6336-1996最高级ME级控制,精度按ISO1328-1995圆柱齿轮精度制造,齿轮全部采用渗碳淬火硬齿面。采用专用磨齿软件对齿轮进行齿廓修整,保证齿轮强度,齿向载荷均匀,强度高,噪音低,振动低;通过多方面的改进,使得新型的SJC齿轮箱承载能力和功率配置大幅提高,全面领先同等设备;齿轮箱内部结构根据验算结果做了多重优化;针对双螺杆的受力分析进行特殊优化的齿轮参数; 6)传动箱油润滑系统采用浸油润滑为主,附加喷淋润滑方式,润滑冷却采用外置式,维护方便;配置冷凝器2台,规格油润滑系统油泵电机功率0.55kw;润滑油型号为:150#中负荷齿轮油(油品需客户自购); 3、主电机:Y2型4级交流电机;功率:45kw;皖南电机,调速系统采用“东元”变频调速器; 4、螺杆 1)直径:φ50.5mm;长径比:L/D=36:1; 2)螺杆转速60-500rpm; 3)螺杆为积木式结构;分为输送螺块、混炼螺块、捏合螺块以及反旋螺块;螺杆组件串联式排列组合; 4)芯轴:采用高韧性、高抗弯、高强度的优质合金钢40CrNiMoA,调质硬度HB300-350;螺纹元件与芯轴为渐开线联接;强度高,承载负荷大,拆装组合方便; 5)螺纹元件材质为优质高速工具钢W6MO5CR4V2,高温真空淬火热处理;整体硬度:HRC60-64;螺杆元件通过加工中心制作,由曲面成型磨加工; 6)螺杆头、并帽联接为反牙联接,确保联接紧固。 7)螺杆旋转方式:双螺杆啮合型同向旋转; 5、料筒 1)材质:筒体采用双金属C型合金衬套,合金层为α101; 2)L=190mm/节,共九节;每节机筒并列连接形成长度1710mm;第1节筒体主加料,倒数第3节筒体为DCP加料,设液体加注雾化喷嘴; 3)机筒排列结构 喂料开口筒体: 共一节,第一节筒体; 闭口筒体: 共八节,第二、三、四、五、六、七、八、九节筒体; 其中第七节筒体上开注油孔; 3)筒体采用软水冷却; 4)筒体间采用内六角高强度螺栓联接。 6、加热区段:采用电加热,进料区不加热,第一区、第二区、偏心热切机头采用铸铜加热器,双螺杆其他各区以及单螺杆筒体采用优质铸铝加热器;双螺杆筒体合计加热功率为27kw,单螺杆合计加热功率为15kw. 7、软水冷却系统:冷却介质为软水 1)水泵电机功率:0.55kw; 2)水箱采用外置式,便于清洗和维修; 3)针型阀、台湾强石高精度自动控水电磁阀控制; 4)冷却水进、回水总管材质为不锈钢,φ60mm; 5)筒体与主循环水管之间的连接采用铜管; 6)循环水箱采用不锈钢材质; 7)热交换器型号为:LS-411型; (九)强制过渡体:1件;螺丝固定;压料角度适当,使双螺杆下来的物料顺利进入φ100单螺杆。 (十)GSD-100单螺杆下阶机 1、减速箱:采用ZLYJ系列专业为单螺杆橡塑挤出机配套设计的高精度硬齿面带推力座的齿轮传动装置,设计采用JB/T8853-2001《圆柱齿轮减速机》规定的各项技术规范,输出轴采用高强度42CrMo,其他齿轮和轴类零件采用高强度20CrMnTi材料;齿轮经渗碳、淬火、磨齿工艺加工,齿轮精度高、硬度高;齿轮精度为GB10095-88,6级,齿面硬度在HRC-54~62,在空心输出轴前端配置推力轴承,承受螺杆工作时的轴向推力,整机体积小、承载能力高,传动平稳、噪声低、效率高。当油位低于油标位置时,请添加中负荷工业齿轮油L-CKC220或L-CKC320(油品需客户自行采购)。 2、主电机:Y2型4级交流电机;功率:37kw;皖南电机,调速系统采用“东元”变频调速器; 3、螺杆 1)直径:φ100mm;长径比:9:1; 2)材质为优质氮化钢38CrMoALA,氮化HV900-950,深0.5-0.8mm,脆性Ⅱ级,螺杆外表镀硬铬处理。 3)螺杆芯部通恒温冷却水冷却,配水加热-冷却器,进水管与螺杆连接处在齿轮箱外部,并采用旋转阀; 4、料筒 1)材质为优质氮化钢38CrMoALA,氮化HV950-1050,深层0.5mm,脆性Ⅱ级; 2)螺筒采用水冷却; 3)料筒加防护罩; 5、加热区段:电加热,采用铸铝加热器。 6、偏心热切机头一套:配置铸铜加热器一付。。 (十一)偏心水雾热切造粒辅机 1、偏心水雾热切造粒机,4级电机功率2.2kw;一台,调速系统采用台湾“东元”变频器。 2、偏心切粒罩一台,不锈钢材质。 3、3kw水泵一台;不锈钢水箱一件;输送水管、回水管等一套。 4、离心脱水机:一台,产量300/h;不锈钢材质,脱水效果好,易拆装,与水、物料接触部分为1Cr18Ni9Ti材质; 5、旋风分离器A:1Cr18Ni9Ti材质;一件;进口配三通阀,出口接文氏三通,不得有死角,不得漏料,以免存料,4kw物料输送风机一台; 6、可调节筛板的振动给料器一台。 7、料仓:1m3,一件,不锈钢材质,4kw输送送风机,不锈钢管道输送。 8、输送风机之叶轮为镀锌防锈处理,管道为1Cr18Ni9Ti材质; (十二)联锁控制系统 1、主机温控系统采用欧姆龙智能仪表,有双通道、PID参数自整定及加热器断路指示等功能; 2、双螺杆和单螺杆均设置电流过载荷与电控柜连锁停机保护; 3、主机控制系统与失重式计量称联锁保护,计量称机出现故障时,主机延时停机;主机因故停机时,计量称即停; 4、单螺杆机头设有熔体压力及熔体温度显示,其中熔压与主机联锁,实现超压保护并设有机械保护装置; (十三)电器控制系统 1、3X380V,交流50HZ 2、交流接触器:德国 西门子产品 3、主 机空 开:韩国 LG 4、中间继电器;日本 欧姆龙产品 5、温 控 表:日本 欧姆龙产品 6、其他低压电气以及按钮、开关:法国施耐德 7、电气控制柜控制包括温控系统、驱动系统、联锁联控系统; (十四)机械以及电机标准按照中国机械部:JB(T)5420-2001《同向双螺杆挤出机》和JB(T)8061-96《单螺杆挤出机》标准制作。
|



 Click to enlarge image
Click to enlarge image  公司名称
公司名称